






Продукция



-

Центр гибки
-

Сервоштамповочный пресс открытого типа с одним коленчатым валом
-

AD серия три в одном кормовая машина
-

Пятиосевая трехмерная лазерная сварочная машина
-

Машина для выравнивания
-

Открытый пневматический штамповочный пресс с одним коленчатым валом
-

Многоугольный гибочный центр BC25M
-

Центр гибки переворачивающихся панелей
-

Моталка
-

Гибочная производственная линия серииBC
-

Электрогидравлический пресс для гибки
-

Лазерная производственная установка
-

Лазерная загрузка и выгрузка
-

LP молния серии высокоскоростной станок лазерной резки
-

Интеллектуальная производственная линия для листового металла
-

Полностью автоматическая лазерная линия падения

Автоматизация подачи и выгрузки для числового управления
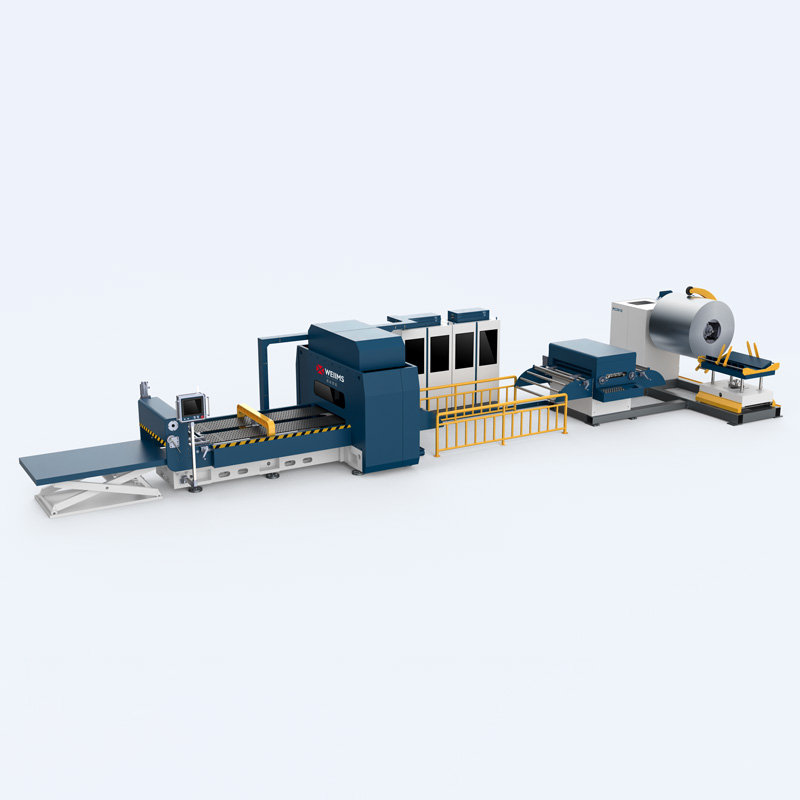
Автоматизация подачи и выгрузки для числового управления (числовой контроль Punching Machine) относится к процессу автоматической или полуавтоматической подачи исходных материалов (обычно металлических листов) и выгрузки обработанных деталей в процессе работы на числовом контроле. Это позволяет достигать высокой эффективности, точности подачи материалов, повышать производительность числового пресса и уменьшать затраты на рабочую силу, при этом обеспечивая высокое качество обработки.
Описание
маркер
Автоматизация подачи и выгрузки для числового управления (числовой контроль Punching Machine) относится к процессу автоматической или полуавтоматической подачи исходных материалов (обычно металлических листов) и выгрузки обработанных деталей в процессе работы на числовом контроле. Это позволяет достигать высокой эффективности, точности подачи материалов, повышать производительность числового пресса и уменьшать затраты на рабочую силу, при этом обеспечивая высокое качество обработки.
Особенности:
1.Используется односторонняя система подачи и выгрузки.
2.Обеспечивает непрерывное производство, устраняя необходимость в ручном труде.
3.Используется сервопривод для точного позиционирования.
4.Процесс подачи и выгрузки материалов не вызывает повреждений листа.
5.Оставлено место для ручной подачи и обработки мелких деталей.
6.Заготовки выгружаются в аккуратном порядке для упрощения их забора вручную.
7.Оснащено функцией проверки толщины, предотвращающей попадание двойных или дефектных листов.
8.Подключение к MES-системе для интеллектуального управления.
Параметры продукта:
| Размеры подачи и выгрузки | 2512\3015 |
| Структура подачи и выгрузки | одновальный |
| Грузоподъемность | 3T |
| Высота материалов | 260 мм\по заказу |
| Контроллер | SIMENS |
| Основные компоненты | Rexroth、SICK、NSK |
Специальное использование:
1.Высокая эффективность обработки листового металла.
2.Производство автомобильных компонентов.
3.Производство корпусов и шкафов.
4.Обработка точных металлических деталей.
Производственный процесс:
1.Этап проектирования и планирования:
На основе модели числового пресса, его производительности и ожидаемой эффективности подачи и выгрузки разрабатывается общая структура системы автоматизации подачи и выгрузки. Включает определение способа подачи и выгрузки (автоматически или полуавтоматически), скорости подачи, точности позиционирования и других ключевых параметров. Например, для числовых прессов с высокой точностью обработки система подачи и выгрузки должна обеспечивать точность позиционирования не хуже ±0,1 мм.
Учитывается совместимость с числовым прессом, чтобы режим работы системы подачи и выгрузки соответствовал частоте работы пресса. Также проектируются меры безопасности, такие как защитные ограждения и кнопки экстренной остановки, для обеспечения безопасности операторов.
2.Этап изготовления и закупки компонентов:
Изготовление механических компонентов:для нестандартных механических деталей, таких как специальные конструкции поддонов, высокоточные зажимы или ролики, применяется процесс механической обработки. Например, ключевые детали зажимов могут быть изготовлены на числовых станках с высокой точностью, чтобы их размеры и качество поверхности соответствовали проектным требованиям.
Закупка и интеграция электрических компонентов:приобретаются электрические компоненты, такие как моторы, датчики (например, фотоэлектрические и индуктивные датчики), контроллеры (например, PLC). Все компоненты проходят строгую проверку качества для обеспечения их стабильной работы. Затем они интегрируются в систему подачи и выгрузки, с прокладкой проводки и программированием для обеспечения слаженной работы всех компонентов.
3.Этап сборки:
Сборка системы подачи. Устанавливается поддон в нужном месте, монтируется устройство подачи, обеспечивая точность установки зажимов или роликов, чтобы они могли плавно и точно подавать материалы. Устанавливается система позиционирования, корректируются расположения датчиков или позиционирующих штифтов для обеспечения точности установки.
Сборка системы выгрузки. Устанавливается устройство выгрузки, например, сопла устройства для воздуха должны быть точно направлены на место обработки, а механические элементы должны быть точно установлены, чтобы они могли легко извлечь деталь из формы. Затем устанавливается система транспортировки деталей, как конвейер, с учетом ее плавного хода и угла наклона направляющих для обеспечения правильного сползания детали.
4.Этап настройки:
Пуск в холостую:при отсутствии подачи материалов система подачи и выгрузки проверяется на работу. Оцениваются функционирование двигателей, плавность работы механических элементов и правильность работы электрической системы управления. Например, проверяется, могут ли зажимы подачи работать должным образом, а конвейер — вращаться без помех.
Настройка с нагрузкой:проводятся испытания с использованием симулированных или реальных материалов. Проверяется, может ли система точно подавать материал в нужное место обработки, соответствует ли точность позиционирования заданным параметрам, и проверяется, правильно ли система выгрузки извлекает детали и переносит их в нужное место. В случае возникновения проблем, таких как погрешности позиционирования или перебои в подаче, система корректируется и оптимизируется.
связаться с нами
Сопутствующие популярные продукты
LP молния серии высокоскоростной станок лазерной резки
LP Lightning серии высокоскоростной станок лазерной резки является высокоскоростной, высокоточной машиной резки, которая широко используется в производстве, автомобильной промышленности, аэрокосмической и других областях. Он может быстро и точно резать материалы, повышать производительность и иметь хорошее качество резки
Сервоштамповочный пресс открытого типа с одним коленчатым валом
Открытый тип одинарного сервопресса коленчатого вала является передовым штамповочным оборудованием.С точки зрения структуры, он принимает открытый тип корпуса, эта конструкция удобна для установки и отладки пресс-форм, и оператор может четко наблюдать за процессом штамповки. Структура с одним коленчатым валом делает механическую передачу движения пресса более прямой, что может обеспечить стабильность штамповочного действия.
Лазерная загрузка и выгрузка
Лазерная загрузка и выгрузка — это технология автоматической транспортировки материалов в процессе лазерной обработки.

LP Серия Полностью Автоматическая Линия Лазерной Подачи
Полностью автоматическая лазерная линия подачи является эффективной линией подачи, разработанной для промышленности листового металла, особенно подходит для больших партий, высокого качества и непрерывной работы. Когда машина подачи 3-в-1 работает, все устройство подачи приводится в действие двигателем и роликом просто через систему сервоуправления, что делает точность передачи выше и подачу более стабильной.
Лазерная производственная установка
Лазерная производственная установка — это система, основанная на лазерной технологии обработки, которая интегрирует лазерный источник, оптическую систему, систему управления, систему охлаждения, устройства для подачи и удаления материалов и другие компоненты, обеспечивая эффективную и точную лазерную обработку.
Моталка
Моталка – это устройство, выполняющее операции по намотке лентообразных материалов.В основном он используется для аккуратной намотки длинных полос материала, таких как стальная лента, медная лента, алюминиевая лента, пластиковая пленка и т. д., в рулоны. Принцип его работы обычно заключается во вращении катушки с помощью двигателя, использовании трения между катушкой и материалом или с помощью вспомогательного подающего устройства для подтягивания материала к катушке, так что материал сворачивается в рулон по кругу.
Центр гибки
Центр гибки — это высокоавтоматизированное оборудование для гибки металлических листов, сочетающее передовые технологии ЧПУ, механический дизайн и автоматизированное управление, что значительно повышает эффективность и точность гибки.

Линия для производства дверных панелей
Линия по производству дверных панелей – это профессиональная комбинация оборудования для массового производства всех видов дверных панелей, которая может реализовать эффективное автоматическое производство от сырья до готовых дверных панелей.
Открытый пневматический штамповочный пресс с одним коленчатым валом
Пневматический пресс с одним коленчатым валом открытого типа является одним из видов общего штамповочного оборудования.Его структура характеризуется открытым корпусом, который прост в эксплуатации и установке форм, а также легко наблюдать за процессом штамповки. Конструкция с одним коленчатым валом делает движение пресса относительно простым и прямым, с коленчатым валом в качестве основного компонента передачи, который преобразует вращательное движение двигателя в возвратно-поступательное движение ползуна вверх и вниз, таким образом, реализуя штамповочное действие.
Гибочная производственная линия серииBC
Гибочная производственная линия серииBC является интеллектуальной производственной линией, объединяющей гибку, сварку и паллетирование, которая имеет характеристики высокой скорости, высокой эффективности и экономии рабочей силы. Степень автоматизации, для удовлетворения производства больших количеств.
Полностью автоматическая лазерная линия падения
Лазерная каплеструйная проволока является передовым автоматическим технологическим оборудованием. Оно в основном применяется для резки и разгрузки металлических листов. Используя лазерный луч с высокой плотностью энергии, лист разрезается в соответствии с заданной программой. По сравнению с традиционным методом резки, точность резки лазерной проволоки выше, что может достигать миллиметровой или даже микронной точности, и может эффективно сократить отходы материалов. И его скорость резки быстро, что может значительно повысить эффективность производства.

Электросерво ЧПУ револьверный пробивной станок
Электрический револьверный пробивной пресс с ЧПУ является передовым оборудованием для обработки металлических листов.

3D лазерная машина для резки
Трехмерный станок лазерной резки является передовым оборудованием для резки.Он в основном используется для резки трехмерных фигурных заготовок. Используя лазерный луч с высокой плотностью энергии, он точно режет металл и другие материалы через компьютерное управление.
Многоугольный гибочный центр BC25M
Многоугольный гибочный центр BC25M предназначен для гибки гибких материалов в условиях гибкого производства. Он использует передовые управляющие технологии, обеспечивая точную гибку гибких материалов. Этот гибочный центр имеет широкое применение в таких областях, как автомобилестроение, производство электронных устройств, аэрокосмическая промышленность и другие. Он значительно повышает производительность и качество продукции.
Машина для выравнивания
Оборудование состоит из подающего ролика, четырехвесельной прецизионной нивелировочной машины с ЧПУ, разгрузочного ролика и т.д., вручную Выравниваемая заготовка помещается в подающий ролик для передачи заготовки в прецизионную нивелировочную машину, а готовая выровненная заготовка выводится из разгрузочного отверстия и укладывается на поддон вручную.

Линия для производства боковых панелей
Линия по производству боковых панелей – это профессиональная комбинация оборудования для производства боковых панелей различных изделий.