






Продукция



-

Полностью автоматическая лазерная линия падения
-

Электросерво ЧПУ револьверный пробивной станок
-

Открытый пневматический штамповочный пресс с одним коленчатым валом
-

Линия для производства спинок
-

Лазерный станок для резки труб
-

Автоматизация подачи и выгрузки для числового управления
-

Электрогидравлический пресс для гибки
-

PC серия ЧПУ листового металла гибкой штамповки и резки производственной линии
-

Одноколоночный журнал
-

Интеллектуальная производственная линия для листового металла
-

Пятиосевая трехмерная лазерная сварочная машина
-

Машина для выравнивания
-

Гибочная производственная линия серииBC
-

LP молния серии высокоскоростной станок лазерной резки
-

Моталка
-

Комбинированная производственная ячейка с числовым программным управлением (ЧПУ) и прессом

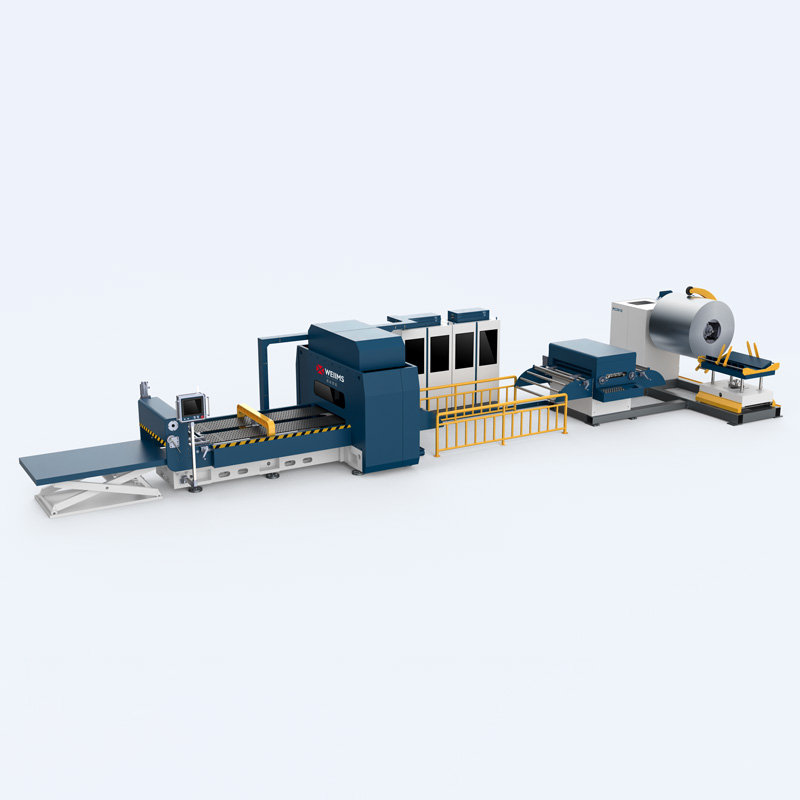
Лазерный станок для резки труб большого размера
Машина очень гибкая и способна обрабатывать большой диапазон заготовок, предоставляя вам множество новых применений в обработке труб.
Описание
маркер
Машина очень гибкая и способна обрабатывать большой диапазон заготовок, предоставляя вам множество новых применений в обработке труб.
Применяемые типы труб:
Круглая труба, квадратная труба, прямоугольная труба, овальная труба, D-образная труба, T-образная труба, H-образная жесткая, швеллерная сталь, угловая сталь и так далее.
Применяемые материалы:
Нержавеющая сталь, углеродистая сталь, оцинкованная труба, медная труба, алюминиевая труба, алюминиевый сплав и т.д.
Основные характеристики:
Общая ширина подающего робота, рамы и звена транспортировки полосы материала контролируется на 2200MM, общая высота контролируется на 2300MM, а максимальная высота не превышает 2500MM. убедитесь, что он может войти в контейнер в целом.
Опорная рама подающей полосы легко демонтируется.
Основной корпус робота-питателя и структура цепного транспортировочного звена выполнены в едином дизайне, что удобно для отладки и транспортировки.
Пневматические компоненты, разработанные в системе, выбираются из тайваньского Adecco или другого такого же класса, управление и датчики PLC Omron и Schneider, чтобы обеспечить стабильность механической системы и стандарты внешней торговли.
Полностью автоматическая система загрузки:
Трубы, такие как круглые и прямоугольные трубы, могут быть полностью автоматической подачи без ручного вмешательства, а анизотропные трубы могут быть вручную полуавтоматической подачи.
Автоматическое устройство сращивания:
втоматическая плавающая опора для приема материала в корзину.
Плавающая опора управляется серводвигателем, быстро и автоматически регулируется в зависимости от диаметра трубы.
Плавающая пластина поддержки имеет всю поверхность поддержки труб с высокой эластичностью и лучшим эффектом поддержки.
Параметры продукта:
| Модель | LG1860 | LG1890 | LG22120b |
| Максимальный внешний диаметр трубы | 180MM | 180MM | 220MM |
| Максимальная длина сырья | 6500MM | 9200MM | 12200MM |
| Максимальная длина заготовки | 4500MM | 6500MM | 8000MM |
| Максимальный вес заготовки | 25KG/M (всего 150KG)/37.5KG/M (всего 225KG) | ||
| Длина хвостовой части | <180MM | ||
Основные области применения:
1.нефтехимическая промышленность
2.строительная промышленность
3.судостроение
4.крупная машиностроительная промышленность
Производственный процесс:
1.Стадия проектирования
Определение технических параметров: В соответствии с рыночным спросом и резкой максимального размера трубы, материала, толщины и других требований, проектирование крупногабаритных лазерных станков для резки труб технические параметры. Например, для резки труб с внешним диаметром 1 метр и толщиной стенки 50 мм, необходимо спроектировать соответствующую мощность лазера, скорость резки, крепление трубы и вращающееся устройство грузоподъемности и другие параметры.
Проектирование механической структуры: спроектируйте общую механическую структуру станка для резки труб, включая раму корпуса, устройство для крепления и вращения труб, механизм перемещения режущей головки. Рама корпуса должна быть достаточно устойчивой, чтобы выдерживать вес трубы и вибрацию в процессе резки; устройство фиксации и вращения трубы должно обеспечивать концентричность и стабильность трубы в процессе вращения; механизм перемещения режущей головки должен реализовывать высокоточное двухмерное или трехмерное движение для гибкой резки трубы.
Разработка электрической системы управления: разработка электрической системы управления для реализации управления лазерным генератором, двигателем, датчиками и другим оборудованием. Благодаря программированию система может точно контролировать скорость резки, мощность лазера, угол поворота трубы и другие параметры, а также имеет функции автоматической резки, такие как чтение чертежей CAD для автоматической резки.
2.Этап производства и закупки деталей
Закупка ключевых компонентов: Закупка ключевых компонентов, таких как лазерный генератор, двигатель, направляющая шина и шарико-винтовая пара. Лазерный генератор должен быть выбран в соответствии с требованиями к мощности лазера и качеству луча; двигатель должен соответствовать требованиям к мощности вращения трубы и перемещения режущей головки; направляющая шина и шарико-винтовая пара должны обеспечивать точность перемещения режущей головки.
Производство деталей собственного изготовления: крупные конструктивные детали, такие как каркасы фюзеляжа, обычно изготавливаются с помощью сварки, литья или ковки. Например, каркас фюзеляжа изготавливается путем сварки высокопрочных стальных листов, а затем подвергается механической обработке, например, фрезерованию и сверлению, для обеспечения точности и плоскостности монтажной поверхности. Крепежи для крепления труб и вращающихся устройств также должны быть обработаны, чтобы обеспечить точность размеров и шероховатость поверхности в соответствии с требованиями к плотному прилеганию к трубе.
3.этап сборки
Сборка механической конструкции: сначала закрепите раму корпуса на монтажном фундаменте, затем поочередно установите устройство крепления и поворота труб и механизм перемещения режущей головки. В процессе установки используйте высокоточные измерительные приборы, такие как уровень, штангенциркуль и т. д., для проверки точности установки каждого компонента. Например, убедитесь, что центральная ось устройства для крепления труб перпендикулярна плоскости перемещения режущей головки, а погрешность контролируется в очень небольшом диапазоне.
Установка электрической системы: установите электрический шкаф управления в подходящем месте, а затем подключите двигатель, датчики и другое оборудование к шкафу управления. В процессе подключения обратите внимание на нумерацию и спецификацию проводов, чтобы избежать хаотичной ситуации с линиями. В то же время необходимо провести предварительную отладку электрической системы, чтобы проверить, может ли оборудование быть правильно запитано и подключено.
4.этап ввода в эксплуатацию и тестирования
Отладка в режиме холостого хода: запустите труборез без размещения трубы и проведите отладку механизма перемещения режущей головки и устройства вращения трубы в режиме холостого хода. Проверьте, является ли траектория движения режущей головки точной и плавной, может ли устройство вращения трубы нормально вращаться, и соответствует ли скорость вращения двигателя проектным требованиям.
Отладка под нагрузкой: поместите трубу для отладки под нагрузкой, используйте различные размеры, материалы и толщину труб для испытания на резку. Проверьте качество резки, включая плоскостность, перпендикулярность, шероховатость и т.д.; проверьте точность резки, чтобы убедиться, что размер отреза соответствует заданному значению; в то же время необходимо проверить, соответствуют ли скорость и эффективность резки проектным требованиям. По результатам отладки и тестирования оптимизируйте и регулируйте станок для резки труб, пока его производительность не достигнет наилучшего состояния.
связаться с нами
Сопутствующие популярные продукты
Линия для производства спинок
Производственная линия для изготовления задних досок – это вид автоматической производственной системы, специально используемой для производства задних досок различных продуктов.

Лазерная загрузка и выгрузка
Лазерная загрузка и выгрузка — это технология автоматической транспортировки материалов в процессе лазерной обработки.
PC серия ЧПУ листового металла гибкой штамповки и резки производственной линии
С точки зрения развития всей отрасли обработки листового металла, интеллект, автоматизация, гибкость представляет собой тенденцию и направление развития технологии обработки листового металла, которая имеет важное применение в области интеллектуального оборудования, промышленности 4.0 и других областях. Эта производственная линия для штамповки и резки имеет высокую степень автоматизации и более широкий диапазон обработки, что может удовлетворить потребности различных групп клиентов с высокой точностью и стабильным качеством.
Электросерво ЧПУ револьверный пробивной станок
Электрический револьверный пробивной пресс с ЧПУ является передовым оборудованием для обработки металлических листов.

Станция гибки
Станция гибки — это интегрированная система, используемая для обработки гибки металлических листов.
Интеллектуальная производственная линия для листового металла
Интеллектуальная производственная линия для листового металла является высокоавтоматизированной и интеллектуальной системой обработки листового металла, которая объединяет в себе различные передовые технологии для эффективной и точной обработки деталей из листового металла.
Комбинированная производственная ячейка с числовым программным управлением (ЧПУ) и прессом
Комбинированная производственная ячейка с числовым программным управлением (ЧПУ) представляет собой интегрированную комбинацию производственного оборудования. Она состоит из числового программного управления (ЧПУ) и сопутствующих устройств. ЧПУ является центральной частью, с точным управлением движением пуансона, который позволяет выполнять различные операции, такие как пробивка, вырезка и формовка листового металла в соответствии с заранее заданной программой.

Линия для производства дверных панелей
Линия по производству дверных панелей – это профессиональная комбинация оборудования для массового производства всех видов дверных панелей, которая может реализовать эффективное автоматическое производство от сырья до готовых дверных панелей.
Моталка
Моталка – это устройство, выполняющее операции по намотке лентообразных материалов.В основном он используется для аккуратной намотки длинных полос материала, таких как стальная лента, медная лента, алюминиевая лента, пластиковая пленка и т. д., в рулоны. Принцип его работы обычно заключается во вращении катушки с помощью двигателя, использовании трения между катушкой и материалом или с помощью вспомогательного подающего устройства для подтягивания материала к катушке, так что материал сворачивается в рулон по кругу.

3D лазерная машина для резки
Трехмерный станок лазерной резки является передовым оборудованием для резки.Он в основном используется для резки трехмерных фигурных заготовок. Используя лазерный луч с высокой плотностью энергии, он точно режет металл и другие материалы через компьютерное управление.
Лазерный станок для резки труб
Лазерный труборез – это вид оборудования для резки металлических труб.Он использует лазерный луч с высокой плотностью энергии, чтобы сосредоточиться на поверхности трубы, заставляя материал трубы плавиться и быстро испаряться, таким образом, достигая цели резки. Этот тип резки более точен, способен вырезать сложные формы и тонкие узоры, а качество среза хорошее и гладкое, обычно без необходимости вторичной обработки для подравнивания среза.
Электрогидравлический пресс для гибки
Электрогидравлический пресс для гибки — это оборудование, используемое для гибки металлических листов. Он сочетает в себе электронные технологии и гидравлическую передачу. Основная структура включает в себя каркас, рабочий стол, скользящий блок, гидравлическую систему и электрическую систему управления. Каркас предоставляет стабильную поддержку для оборудования; рабочий стол используется для размещения металлического листа, который нужно согнуть; скользящий блок под воздействием гидравлической системы двигается вверх и вниз, прикладывая давление к листу для выполнения гибки.
LP молния серии высокоскоростной станок лазерной резки
LP Lightning серии высокоскоростной станок лазерной резки является высокоскоростной, высокоточной машиной резки, которая широко используется в производстве, автомобильной промышленности, аэрокосмической и других областях. Он может быстро и точно резать материалы, повышать производительность и иметь хорошее качество резки
Полностью автоматическая лазерная линия падения
Лазерная каплеструйная проволока является передовым автоматическим технологическим оборудованием. Оно в основном применяется для резки и разгрузки металлических листов. Используя лазерный луч с высокой плотностью энергии, лист разрезается в соответствии с заданной программой. По сравнению с традиционным методом резки, точность резки лазерной проволоки выше, что может достигать миллиметровой или даже микронной точности, и может эффективно сократить отходы материалов. И его скорость резки быстро, что может значительно повысить эффективность производства.

LP Серия Полностью Автоматическая Линия Лазерной Подачи
Полностью автоматическая лазерная линия подачи является эффективной линией подачи, разработанной для промышленности листового металла, особенно подходит для больших партий, высокого качества и непрерывной работы. Когда машина подачи 3-в-1 работает, все устройство подачи приводится в действие двигателем и роликом просто через систему сервоуправления, что делает точность передачи выше и подачу более стабильной.

AD серия три в одном кормовая машина
Три-в-одном питающая машина представляет собой набор материальной рамы, выравнивание машины, питающая машина в целом, является текущей тонкой заготовки промышленности, автомобильной промышленности, бытовой электроники промышленности, аэрокосмической промышленности, строительной аппаратной промышленности, бытовой техники и других отраслей промышленности катушки пластины автоматизированного производства идеальной модели.